欢迎来到泰安北方封头有限公司网站!

 18605380589
18605380589





标准的内容不单反映了压力容器行业及其相关行业的总体手艺水平,还浮现出压力容器的计划、建造系统的总体质量节制水平。以此权衡,我国的压力容器标准与国外成熟的标准尚存在必定的差距,具体表现在标准系统尚不完竣,标准内容还不够完整,一些手艺及办理要求不尽合理以及反映相关今世手艺不够等。承压设置装备摆设均涉及人身平安,应由统一的手艺和办理归口单元当真,也有利于政府有关办理部门实施平安监察。






为了到达理想的除锈功效,应根据直缝焊管概况的硬度、原始锈蚀水平、要求的概况粗糙度、涂层典型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,接纳钢砂和钢丸的搅浑磨料 易到达理想的除锈功效。钢丸有强化钢概况的浸染,而钢砂则有刻蚀钢概况的浸染。钢砂和钢丸的搅浑磨料(凡是钢丸的硬度为40~50 HRC,钢砂的硬度为50~60 HRC可用于各种钢概况,即使是用在C级和D级锈蚀的钢概况上,除锈功效也很好。

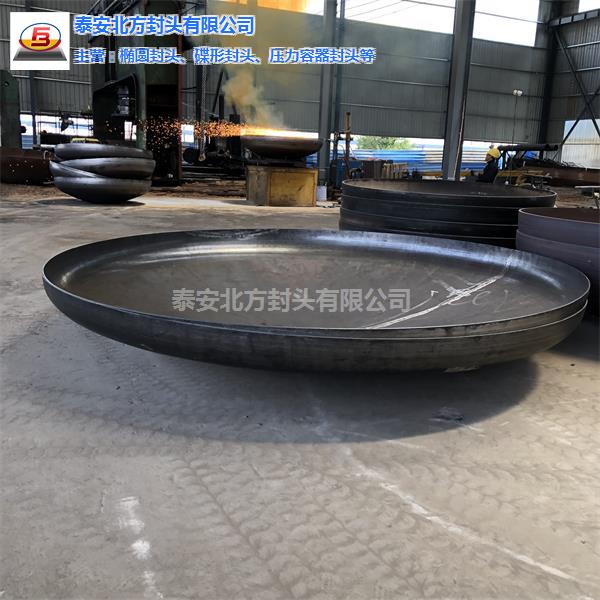
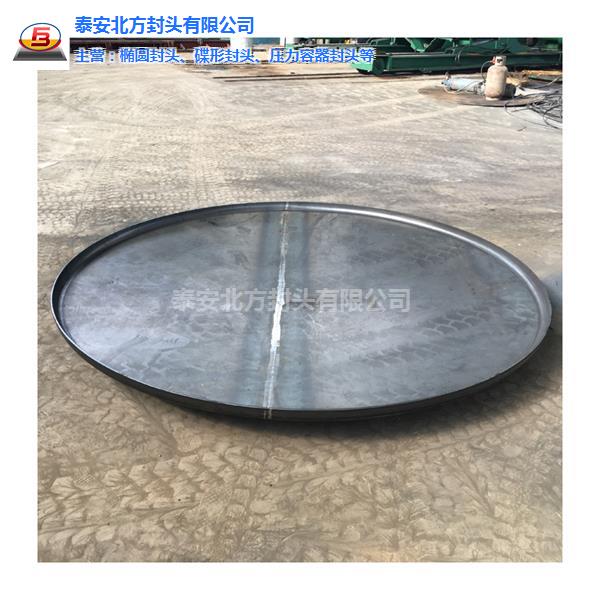
蝶形封头成形后小厚度要求 根据制造工艺确定蝶形封头的投料厚度,以确保蝶形封头的成品小厚度δmin不小于设计要求的小成形厚度δmin。 蝶形封头成形后,应检测蝶形封头的成品厚度。具体测厚部位与数量,依蝶形封头的形状与规格,可由供需双方订货技术协议确定,但蝶形封头上易发生工艺减蔳的部位(蝶形封头顶部和转角过渡部位等)以及直边部位为必测部位。 2、蝶形封头成形前打磨的拼焊焊缝表面,在蝶形封头成形后符合下列全部条件时,可低于相邻母材表面: a)、焊缝部位实测的小厚度,应符合上面条的规定; b)、焊缝表面不得低于母材表面0.5mm。

扫一扫手机网站










 在线客服
在线客服 18605380589
18605380589 tabfft@163.com
tabfft@163.com